|
PRODUITS SL |
 |
 |
SIMULATEURS DE COMMANDES NUMERIQUES |
Les systèmes de programmation orientés machine "transforment"
votre micro ordinateur (PC) en commande numérique de machine-outil.
L'utilisation du logiciel évite l'immobilisation de moyens de production
chers - les machines-outils - en permettant d'établir les programmes
C.N. sur des postes de travail ergonomiques et structurés (PC au
bureau des méthodes ou dans des salles de formation).
Un clavier auxiliaire, dit multi-pupitre, est connecté au micro-ordinateur.
Il simule le pupitre de la CN. La surface d'exploitation (touches du clavier),
identique à la commande numérique originale est gérée
par le logiciel. Ceci signifie que le programmeur travaille sur l'ordinateur
comme s'il s'agissait de la C.N. réelle. Les programmes C.N. peuvent
être transmis grâce à un programme d'adaptation spécifique
(post-processeur) à d'autres marques de commandes numériques.
Il n'y a aucune modification à effectuer sur le micro-ordinateur.
MATERIEL :
Compatible PC, disque dur, carte graphique VGA, port série.
CLAVIER:
Suivant les applications il est possible d'utiliser :
- le clavier du PC
- le clavier multi-pupitre, particulièrement adapté à
l'utilisation de différentes commandes numériques par simple
changement du film recouvrant sa face supérieure.
FONCTIONS AUXILIAIRES :
- Sauvegarde des données sur disquette ou disque dur
- Module sortie sur traceur
- Transmission des données en ligne à d'autres C.N. possible (par exemple Num, Bosch, Traub, Heidenhain, Fanuc...)
- Intégration complète dans tous les systèmes de programmation SL.
- Rattachement aux systèmes externes de DAO
- Module de calcul de temps d'usinage (option)
- Possibilité de fonctionnement en réseau
MARQUES ET TYPES DE C.N. DISPONIBLES EN SIMULATION :
- BOSCH : CC200 / CC220
- DECKEL : D4 / D11 / D12
- EMCO : T1 / M1 / T2 / M2
- FAGOR : 8055
- FANUC : 0T / 0M / 15T / 16T / 16M / 18T / 18M / 21T / 21M
- GILDEMEISTER : EPL1 / EPL2
- HEIDENHAIN : TNC DIN / DIALOG 155 / 355 / 360 / 370 / 407 / 410 / 415 / 425 / 426 / 430
- MAHO : 232 / 332 / 432 / 532
- NUM : 1060T / 1060M
- SIEMENS : 3T / 3M / 810T / 810M / 810D / 820T / 820M / 840CT / 840CM / 840DT / 840DM
- TRAUB : TX8 / TX8D / TX8F / TX8H / MX8F
TOURNAGE
SUPPORT GRAPHIQUE :
- Large support d'utilisation
- Définition de la pièce brute en toutes dimensions
- Graphique d'aide pour la détermination de l'orientation du quadrant du tranchant d'outil
- Définition de la géométrie des mors de serrage et choix entre différents mors
- Définition de la géométrie de la contre-pointe
- Mesure de la pièce à usiner
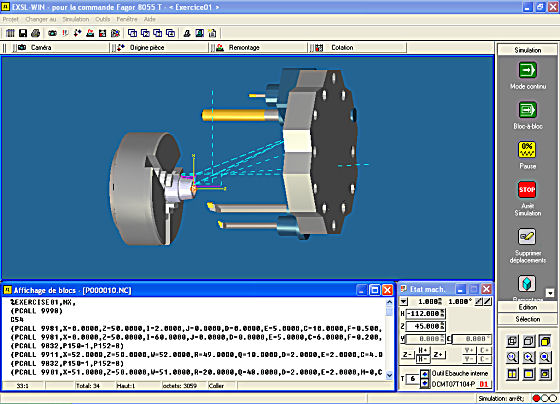
SIMULATION GRAPHIQUE :
- Graphique à traits (Représentation des passes d'usinage)
- Simulation d'usinage avec représentation des outils. Usinage des deux faces (avec démontage de pièce)
- Bloc à bloc / continu / affichage du bloc en cours
- Travail avec contre-pointe (fonction M)
- Simulation en 3D pendant et après l'usinage
- Zoom paramétrable
- Contrôle de collision avec message d'erreur
- Représentation de l'usinage en fonction du profil de l'outil sélectionné
FRAISAGE
SUPPORT GRAPHIQUE :
- Large support d'utilisation
- Définition à volonté du brut
- Libre définition du magasin d'outils
- Mesure de la pièce usinée
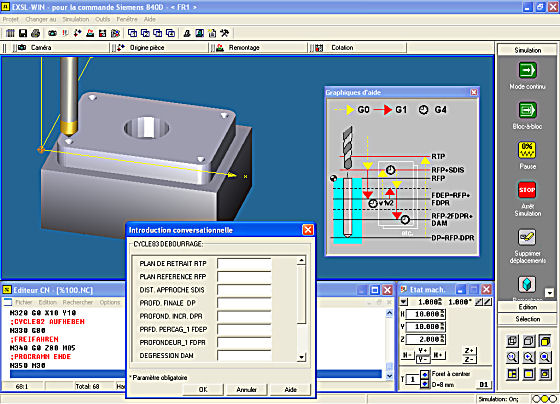
SIMULATION GRAPHIQUE :
- Simulation en 3D pendant et après l'usinage
- Simulation en 2,5D de la trajectoire du centre-outil
- Simulation en 2D de la trajectoire du centre-outil
- Enlèvement graphique :
- avec / sans représentation de l'outil
- avec / sans représentation des vues de face, de dessus et de côté
- Choix des vues pour la représentation de la pièce pleine
- Choix libre des coupes dans la pièce pleine
- Bloc à bloc / continu / affichage du bloc en cours
- Zoom paramétrable
- Contrôle de collision avec message d'erreur
OPTION SL-GEO
L'interface DXF permet la liaison avec les données de
DAO/CAO. L'appel se fait directement depuis l'éditeur de commande
; les données de géométrie importées (tracés
de contour, grilles de perçage, etc.) sont transcrites aisément
dans l'éditeur programme CN. La structure de programme souhaitée
par l'utilisateur est ici entièrement supportée.
POSSIBILITE DE PRET GRATUIT SANS ENGAGEMENT - NOUS CONSULTER
|
USINAGE VIRTUEL ExSL-WIN |
 |
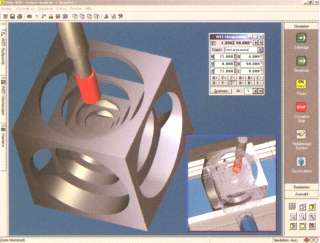 |
Le logiciel ExSL-Win permet de réaliser toute la partie préparative d'un programme-pièce.
L'utilisation est facilitée par le système Windows, qui favorise le travail par multi-fenêtres.
L'utilisation d'icônes simples et détaillées accroît la prise en main du logiciel.
Différentes marques et types de CN sont disponibles (Num, Siemens, Fanuc, Heidenhain...).
ExSL-Win offre à l'utilisateur :
- La possibilité de créer différents projets pour faciliter la gestion des programmes.
- Un éditeur de programme simple et convivial, dont la facilité d'utilisation peut être accrue en créant soit même des cycles
d'usinages personnalisés sous formes de tableaux à renseigner, ensuite accessibles par simple clic.
- Une petite FAO, pour dessiner ou importer des plans et créer leurs contours (SL-Géo).
- Un paramétrage personnalisé du brut, des Prefs et Decs, du magasin ou de la tourelle, des outils.
- Une simulation d'usinage, paramétrable grâce à la fenêtre "caméra" qui permet d'orienter la pièce à volonté pendant et après l'usinage pour un meilleur rendu. Il est possible de visualiser l'usinage dans 3 fenêtres différentes en même temps en 2D, 3D,
les trajectoires outils, l'emplacement de l'origine pièce
- la fenêtre "Etat machine" qui donne les renseignements concernant le numéro de l'outil monté, les axes de la machine, les avances.
- Un menu déroulant, qui sélectionne les différents modes d'usinage : Continu, Bloc à bloc, Pause.
|
SYSTEME DIDACTIQUE AASCOTRI |
SYSTEME DIDACTIQUE POUR LA FORMATION DANS LES SECTEURS :
- Automatisme et informatique industrielle
- Technologie des systèmes automatisés
- Maintenance
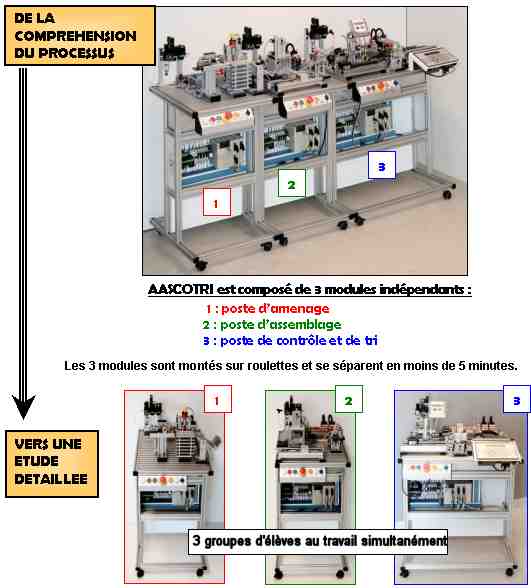
Le système AASCOTRI modélise en fait une ligne de production complète :
- les différents postes sont gérés individuellement par un automate et peuvent fonctionner séparément.
- un de ces automates gère l'enchaînement des différentes tâches par l'intermédiaire d'un réseau de communication.
- une supervision permet un contrôle de l'ensemble du système.
|
MECATRONIQUE |
Téléchargement du
catalogue des produits mécatroniques au format PDF [55 Mo] (en anglais)

Le système mécatronique MKS 2100 met à profit de longues années d'expérience dans les secteurs des
techniques de commande et d'automatisation pour s'adapter aux exigences de la formation au secteur mécatronique.
Un précepte de ce système est l'interdisciplinarité entre les secteurs construction mécanique, électrotechnique et
informatique.

Le logiciel sert à générer, par l'assistance de l'ordinateur, non seulement des modules simples, mais aussi des
installations complexes sur écran. L'utilisateur peut facilement générer, tester et commander des processus
d'automatisation quelconques. Le logiciel permet à l'utilisateur de combiner des éléments et des modules de différents secteurs.
Grâce à la simulation, l'utilisateur peut aussi tester certaines situations de processus qui mèneraient
à un dysfonctionnement dans l'environnement matériel réel.
- Modules de couplage mécatronique

- Module de couplage commande logiciels
Le module de liaison établit la liaison entre un API et le logiciel de simulation "SL-MSM".
Les APIs ou d'autres appareils d'automatisation peuvent être intégrés au module de liaison
comme l'appareil de commande.
Le programme API commande une installation virtuelle visualisée sur écran, qui a été composée à partir de modules de la bibliothèque des modèles.
(Composition assistée par ordinateur)
Après un test avec l'API externe, on pourra vérifier si l'installation fonctionne bien avec la configuration choisie. Par conséquent,
les erreurs peuvent être décelées au plus tôt - une méthode qui ménage le matériel !
- Module de couplage commande matériels
L'API intégré au module de liaison peut être utilisé pour commander des modules matériels existants.
Une méthode avec laquelle on peut minimiser les coûts. L'échange des signaux entre l'API et
le matériel est assuré par une connexion SUB-D universelle. Si, au préalable, le programme API a déjà
été testé à l'aide de la simulation de processus et que l'utilisateur a validé le bon fonctionnement
de la simulation, le raccordement du matériel entre les modules peut être effectué.
Pendant cette période de la mise en service, on obtient les résultats concernant l'optimisation
des processus.
- Module de couplage commande matériels et logiciels
Cette variante est utilisée, si dans le système matériel, il manque des modules (à cause de leur coût
ou parce qu'ils sont en panne). Grâce à la possibilité de combinaison matériel/logiciel,
un module matériel manquant sera simulé par le logiciel, on peut donc ainsi renoncer à acheter
certains modules matériels chers qui ne seraient que rarement utilisés.
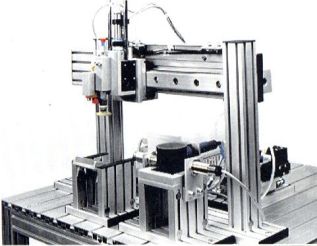
- Modules de matériel mécatronique
-
Ces modules de matériel mettent en pratique les théories des technologies modernes et leurs interrelations.
Les éléments des flux de l'information, de la matière et de l'énergie apparaissent ici dans un environnement réel.
Avec des modules simples, mais des stations et des installations complexes, on peut générer des exercices quelconques relatifs à l'automatisation, aux automates programmables et à la mécatronique.
Au sein du système SL, des matériels modulaires éprouvés sont disponibles.
La société SL développe et produit elle-même ces matériels, ils peuvent donc être adaptés précisément aux besoins de chaque client.
Les modules de matériel SL se caractérisent par l'utilisation de composants industriels.
Le système de formation SL-TMS 2000 BO1 est composé de modules mécaniques, électriques et pneumatiques. Le système étant ouvert, il est possible d'y intégrer des modules de logiciel ou de matériel existants quelconques.
Ce système se caractérise par la facilité d'assemblage et de démontage des divers modules.
Les stations extensibles offrent la possibilité de représenter les processus de fabrication et de
production tels qu'on les trouve dans l'industrie. Toutes les stations du système SL peuvent être
aisément combinées les unes avec les autres.
|
CONTROLE QUALITE |
Module d'apprentissage
Le module d'apprentissage a été développé pour permettre au débutant d'apprendre les notions statistiques des processus de contrôle.
Les différents termes sont explicités et représentés par des exercices.
Le logiciel explique les notions de base :
- contrôle par échantillonnage ou global
- valeur moyenne et valeurs mesurées
- écart type
- grandeurs de position et de dispersion
- étendue
- histogramme
- droite de Henry
- capabilité machine ou procédé
En dehors des notions de base, les relations importantes de l'évaluation sont représentées.
L'utilisateur apprend la signification et l'importance de chaque grandeur caractéristique.
De part sa présentation simple, l'utilisateur est autonome pendant toutes les phases d'apprentissage et d'exercices.
Le module est fragmenté en quatre parties distinctes et complémentaires :
introduction, information sur l'utilité du contrôle de production ;
évaluation, partie théorie regroupant par exemple : dispersion, variance, écart type, étendue, loi de Laplace-Gauss ;
statistique, interprétation théorique de différentes cartes de contrôles ;
exercices, questionnaire à choix multiples, calcul de résultats.
Module complet
Les systèmes de programmation Contrôle Qualité CQ 100 et CQ 100 SPC correspondent au standard actuel de l'industrie et contiennent les processus de production
complets : le plan de contrôle,
la commande de contrôle, la prise des mesures et l'évaluation statistique.
La détermination des grandeurs statistiques : valeur moyenne, médiane, écart type
et l'étendue se fait dans l'évaluation.
Ces grandeurs sont représentées sur les cartes de contrôle respectives avec possibilité d'afficher un histogramme et la droite de Henry.
Le logiciel offre aussi les fonctions de gestion des appareils de mesure, des dessins, des machines et la gestion des fichiers de base.
CQ100 - module de base
Le logiciel offre les cartes de contrôles suivantes :
- cartes des valeurs mesurées
- carte de la valeur moyenne
- carte de la valeur médiane
- carte de l'étendue
- carte de dispersion
Ainsi que la représentation graphique de :
- la droite de Henry
- l'histogramme
CQ100 - SPC
En plus du module de base, le logiciel SPC dispose de :
- détermination des grandeurs caractéristiques de contrôle
- entrée des valeurs estimatives pour le calcul des limites d'avertissement et de contrôle
- détermination de capabilité procédé
- détermination de capabilité machine
- analyse des valeurs mesurées.
|
MACHINE DIDACTIQUES |
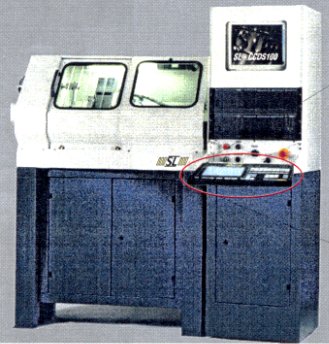 |
Tour DS100
500 mm entre pointes
Axe X : 100 mm
Axe Z : 400 mm
Diamètre de passage : 125 mm
Avances : 6000 mm/mn
Broche :
2,6 kW / 6000 t/mn
|
|
|
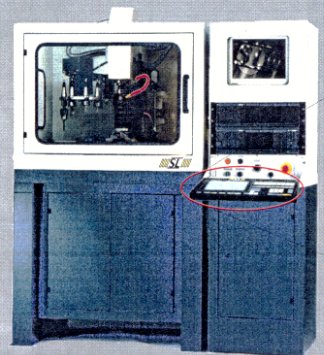
Fraiseuse FS100
Axe X : 250 mm
Axe Y : 150 mm
Axe Z : 250 mm
Avances : 6000 mm/mn
Broche :
2,6 kW / 6000 t/mn
|
|